亚源科技股份
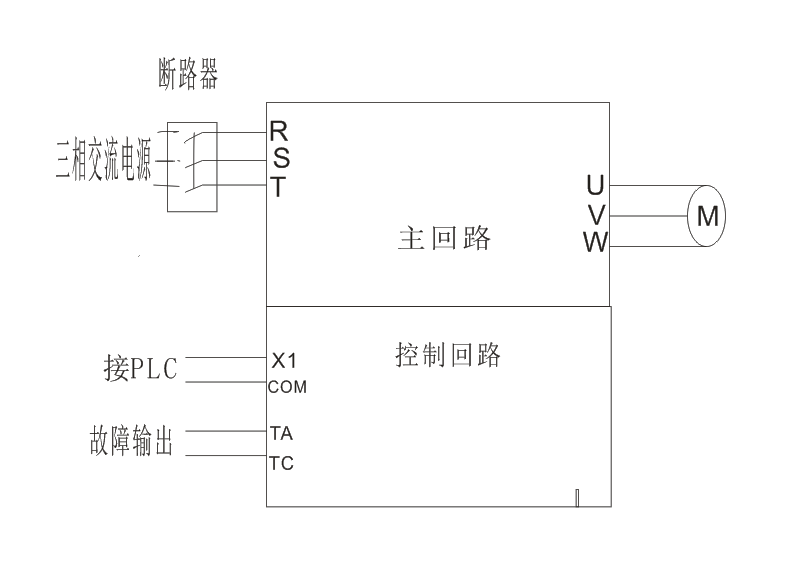
1.现场使用我司ES-0.75GB变频器(2台)+一个触摸屏+一个PLC+2条外引线。
2.减小噪声,降低电机温升,保护电机。
3.现场电机使用三相异步电机(0.4KW 220V)。
4.变频器启停,通过触摸屏来控制(启动信号接PLC常开点)。
5.变频器显示键盘需要外引,频率大小通过电位器来调节。
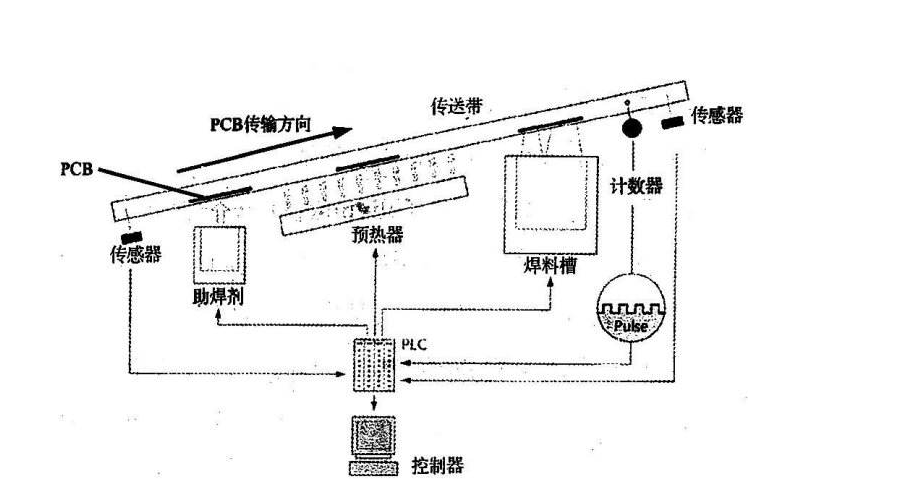
a. 波峰焊是种借助泵压作用,使熔融的液态焊料表面形成特定形状的焊料波,当插装了元器件的装联组件以定角度通过焊料波时,在引脚焊区形成焊点的工艺技术。组件在由链式传送带传送的过程中,先在焊机预热区进行预热。预热后,组件进入铅槽进行焊接。锡槽盛有熔融的液态焊料,钢槽底部喷嘴将熔碰焊料订出定形状的波哆,这样,在组件焊接面通过波时就被焊料波加热,同时焊料波也就润湿焊区并进行扩展填充,终实现焊接过程。
b.显然,波峰焊是采用对流传热原理对焊区进行加热的。熔融的焊料波作为热源,它方面流动以冲刷引脚焊区,另方面也起到了热传导作用,引脚焊区正是在此作用下加热的。采用银铅焊料时,熔融焊料温度通常控制在245℃左右。为了保证焊区升温,焊料波通常具有定宽度,这样,当组件焊接面通过波时就有充分的加热、润湿等时间。传统的波峰焊中,般采用个波,而且波比较平坦。
C.元器件的引脚为液态焊料浸入金属化通孔提供了条途径。当引脚接触到焊料波后,借助于表面张力的作用,液态焊料沿引脚和孔壁向上爬升。金属化通孔的毛细管作用进步促进了焊料的爬升。焊料到达PcB部焊盘后,在焊盘的表面张力作用下铺展开来。上升中的焊料排出了通孔中的焊剂气体和空气,从而填充了通孔,在冷却后终形成了焊点。